

XTS 实现并行检测过程 — 以最小的体积实现最大吞吐量
Gefasoft 开发了一款体积非常精巧的安全气囊扩散器光学检测装置,它由十一个相机工位组成,每个工位要求不同的检测时间。Gefasoft 借助高度灵活的XTS 磁驱柔性输送系统并行运行每一个检测工位,并能够提高产品产量。

对于复杂的部件形状,光学检测系统通常需要用到串联或并联工位中的一系列相机,以便能够检验所有相关标准。位于雷根斯堡的 Gefasoft Automatisierung und Software 公司的 Sova-VIS 16 系统用于检测汽车安全气囊的扩散器。扩散器呈杯状,由各种形状的金属部件拉制而成,直径约为 60 毫米,是汽车安全气囊的安全关键部件,因此必须详细检查扩散器的内外表面。
XTS 补偿时差并简化系统扩展
虽然有些检测任务需要的只是一张图片,但其它检测任务需要复杂的照明系统和多个图像。扩散器内壁是特别关键的表面,必须对其表面进行仔细检查,哪怕是尺寸仅为几十微米的最小缺陷。在零件被精整之前使用线扫描相机可以达到所需的图片分辨率。仅精整过程就需要约 2 秒钟的时间,这意味着每个工位的图像采集时间差别很大。

扩散器是安全气囊和充气机或气体发生器之间的安全关键链路,必须以最大可靠性快速、有效地对其进行检查
如果所有相机工位通过如旋转分度台这样的刚性系统连接,则图像采集时间最长的工位将确定整个系统的最短周期时间,且也会相应地限制吞吐率。但是,利用 XTS 解决方案的灵活性,就可以实现以较快速度通过快速检测工位,给检测速度较慢的多个工位同时提供检测组件。Gefasoft 市场部经理 Georg Schlaffer 解释道:“Sova-VIS 16 系统中各个步骤的成像时间各不相同,需要我们找到一个具有灵活的异步传输系统的机器布局,这样,我们就能够在有限的空间内高效地执行作业。倍福的 XTS 系统及其可独立控制的动子可以完全满足这些要求。尽管有速度较慢的检测工位,我们仍能够实现 1.9 秒的平均周期时间。XTS 还让我们能够在比同类解决方案小得多的占地面积中实现这一点,以满足最终客户的空间需求。”

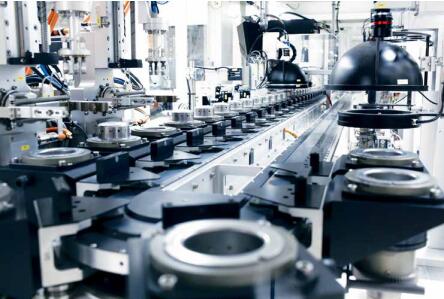
Gefasoft 借助 XTS 磁悬浮输送系统优化了圆柱形金属部件的质量检查
工程总监 Christian Schartl 补充说道:“由于对这些部件有高需求,最终客户规定的周期小于 2 秒。由于其中两个检测步骤花费了近 4 秒钟的时间,若要实现这一目标就必须重复和并行排列这些工位,而且 XTS 非常灵活,使这一目标实现起来更加容易。其它具有基于输送带或输送链的输送和开关模块的解决方案会需要更复杂的机械结构,在占用更多的空间的同时速度会更慢。”
由于相机检测工位数量众多,XTS 线的总长度达到 11 米,带有 30 个动子。由于动子重量相对较大,输送线配备了一个由 Hepco 制造的特殊轨道系统。若要满足提升和旋转装置的搬运要求,每个动子的质量需要达到约 4 千克(8.8 磅),因为扩散器必须在相机前精确旋转并且能够移动到两层(“帽形”和“杯形” )中,以便可以检查它们的顶部和底部。
一开始的目标是使用单台检测机器完全自动化完成之前需要手动完成的过程,包括通过机械手从托盘拾取部件到堆叠或分类这些部件。对于最终客户来说,通过多台机器分发检测任务并不是一个经济的选择。除了机器之间复杂的物流及需要更多的空间之外,将扩散器的供给过程与散装容器分开的成本也太过高昂。Georg Schlaffer 指出 XTS 的另一个重要优点:“我们可以借助 XTS 非常灵活地在输送线上添加更多的加工工位,从而确保系统能够适应未来需要。”
一个检测系统即可应对整个过程
在去掉部件表面油污后,它们作为网格托盘中的散装件被输送到检测机器上。夹具从输送机上取下零件并将它们传送给 XTS。输送工位配有一个用来检测扩散器位置角度及其类型的相机,以确保 XTS 动子的工件夹具能够正确定向。每个扩散器的顶部压印了一个批号,它在第一个相机工位中接受检查。
在检测到批次号之后,系统会开始检查扩散器内部,这需要在动子中将扩散器从“帽形”旋转到“杯形”位置,即开口向上。为此,要用夹具从动子拾取部件,旋转 180 度后再放回到动子上。同时,撤回内部芯棒,使得该部件居中并被放置在其法兰上。然后在线扫描相机的前面旋转,以检查部件内部表面。Christian Schartl 解释说道:“事实证明,我们面临的最大挑战是空间非常有限,因为相机和四盏灯必须适合内径只有约 60 毫米的部件内部。为了解决这个问题,我们必须设计一个集成式照明和相机装置来深入检查部件,而伺服电机从外部对接到动子中的可旋转芯棒。此外,必须为照明系统开发一款高速控制器。将照明装置移动到部件中并旋转需要的时间超过 2 秒钟。为了实现 1.9 秒的输送线周期时间,我们安装了两个这样的检测工位。”

带有上下芯棒(左图和右图)的 XTS 动子沿着“帽形”或“杯形”方向拾取扩散器。还可以看到的是用于在线扫描相机前面旋转部件的链轮
紧跟旋转工位后面的是用于检测材料偏差情况的控制工位和用于检查扩散器底部的工位。第一个 XTS 直线段的最后一个相机工位负责检查法兰是否有质量缺陷。这意味着第一个直线段控制六个相机工位。加上完全一样的线扫描和旋转工位,总共有九个工位。
扩散器沿着“帽形”和“杯形”方向运动经过检测工位,其中有些型号完全相同
在动子经过 180 度的 XTS 曲线段之后,另一侧有更多的相机工位以及用于标记扩散器的印刷工位。在两个并行排列的线扫描相机工位检查部件外表面之前,部件从“杯形”翻转到“帽形”方向。然后是检测法兰上部,一台相机控制式喷墨打印机用于标记与 XTS 动子的运动同步的有缺陷的部件,以及一台激光器用于标记合格的部件。在第二个 XTS 直线段末端,史陶比尔 TP80 快速拾放机器人从动子拾取部件以等待进一步处理。